
锂电池浆料干法混料工艺为什么更好
锂离子电池是一个复杂的系统工程,电池性能好坏受到原材料,电池设计,制造设备与工艺,环境等众多因素影响,任何一点缺陷都可能导致电池产品的崩塌。因此,虽然现在关于锂电池的新材料,新设计,新工艺大量涌现,它们的产业化进程却很缓慢,锂电池并没有出现巨大的技术革新。
材料是锂电池的基础,而制造工艺也很重要。其中,混料工艺在锂离子电池的整个生产工艺中对产品的品质影响度大于30%,是整个生产工艺中最重要的环节。锂离子电池的电极制造中,正负极浆料基本上都是由活物质、聚合物粘结剂、导电剂等组成。
电极浆料的混料工艺大概分为三种:(1)球磨工艺,最初来源于涂料行业;(2)湿法混料工艺,基本过程为溶胶-混合导电剂-混合活物质-稀释。这是目前国内的主流工艺。(3)干法混料工艺,基本过程为活物质、导电剂和黏结剂干粉混合-加入适量溶剂润湿-加入溶剂高速分散破碎-稀释调节粘度。
对电池浆料的要求,第一是分散均匀性,如果浆料分散不均,有严重的团聚现象,电池的电化学性能受到影响;第二,浆料需要具有良好的沉降稳定性和流变特性,满足极片涂布工艺的要求,并得到厚度均一的涂层。
干法混料工艺的优点
最开始锂电池浆料的制造借鉴涂料行业,1999年时,韩国人就开始了研究投料顺序对浆料性质和电池性能的影响。他们采取如图1所示四种投料工艺进行混料,采用相同的材料和配方,仅仅改变投料顺序就能改变浆料的性质。浆料的混合程度取决于颗粒大小,粒度分布,形状,比表面积,颗粒的溶剂吸收率等,从搅拌开始到粘度稳定所需的时间和依次加入的材料的比表面积最相关。

图1 浆料制备的四种方法
方法1:活物质吸收液体不充分,导电剂的比表面积比活物质颗粒大很多,表面吸收了大量的液体,液体陷入导电剂中,不能轻易流动。
方法2:活物质比表面积小,更容易释放液体。导电剂后加入,开始吸收溶剂,粘度稳定时间更长。
方法4:活物质和导电剂同时吸收液体,润湿固体颗粒,此种方法吸收溶剂最充分,浆料分散性最好,因此,相同的固含量条件下浆料粘度最低。
研究结果发现采用第4种工艺的浆料粘度达到稳定的时间可接受,而且所制备的浆料粘度最低,如表1所示,分散性最好,而且半电池循环测试结果表明此工艺制备的电池循放电容量衰减最小(图2所示)。
表1 四种混料方法浆料的稳定粘度和从开始搅拌到稳定所需时间


图2 四种混料工艺所制半电池循环测试
钱龙等人采用活物质、导电剂、粘结剂干粉预混合-超高粘度的搅拌工艺,所制备的浆料与传统湿法工艺相比,该工艺生产的负极浆料具有更好的性能,浆料黏度、颗粒度和固含量稳定性等均比流体分散工艺得到的浆料要好,制成的膜片电阻率较低,粘接力较高,制成的电芯容量保持率更高。超高粘度搅拌时,剪切力大能够更加充分分散颗粒细小容易团聚的导电剂,同时也更有利于粘结剂溶解和稳定,从而电池性能更优。
干法混料工艺基本过程
固体粉料在液体中分散基本过程如图3所示,分为:(1)粉料的润湿,将附着于粉体上的空气以液体介质取代。一种粉体要分散在液体中,首先必须被润湿,固体表面的湿润性由其化学组成和微观结构决定。固体表面自由能越大,越容易被液体湿润;反之亦然,润湿性可用接触角大小表示。(2)颗粒团聚体的破裂、分散,破碎团聚体主要有三种力:设备转动过程中的机械力,颗粒之间发生碰撞产生的作用力,高速分散剪切力。(3)固体悬浮物的稳定化,阻止已经分散的颗粒发生在团聚,分散稳定作用有静电稳定、空间位阻稳定。

图3 粉料在液体中混合分散基本过程
典型的干法混料工艺过程为:(1)活物质、导电剂、粘结剂粉体加入搅拌釜,进行干粉混合均匀;(2)加入适量溶剂,对粉体颗粒进行润湿,使颗粒表面吸附溶剂,同时在这种高粘度下搅拌,开始形成大的剪切力作用,充分混匀润湿粉体颗粒;(3)继续加入溶剂,高速剪切力作用下对颗粒团聚体进行分散,使导电剂均匀分布;(4)继续加入溶剂,稀释浆料,调节粘度使之适合涂布工艺。
其中,粉体的润湿是工艺的核心步骤,溶剂的量存在一个临界点,若溶剂偏少,不足以润湿全部粉料,那么干粉必然成团,后续想将其打开有一定难度;而且,过干的情况下,双行星搅拌机中,浆料容易“爬杆”,并不能起到搅拌的效果;如果溶剂偏多,浆料很容易流动,搅拌桨的剪切力作用效果减小,而且,捏合搅拌也起不到捏合力粉碎团聚的作用。实际浆料的效果都可以用细度和粘度来判断:相同条件下,粘度越小,细度越小,证明分散效果越佳。
高强度干粉混合工艺
近几年,干法混料工艺在第一步干粉混合步骤进一步得到优化,出现高强度干粉混合工艺改善浆料和电池特性的报道。图4为高强度剪切混合设备Nobilta?结构示意图,搅拌拐和壁的间隙3mm,内外壁之间有一层水套冷却高速分散中产生热量导致的温升。在混合过程中,由于高速旋转产生的高剪切力作用下,固体颗粒被高速旋转轴高速旋转而离心分离。高速分散的强度可用弗鲁德数Fr(Froude-toolnumber)表征,定义为作用在颗粒上的离心力与重力的比值,可由式(1)描述。当转子的半径保持不变,Fr取决于于转子速度的ω,转子的转速越高,弗鲁德数越大,表明高速分散的强度越大。

其中,ωt是转子转速,rt为转子半径,g为重力加速度。

图4 高强度剪切混合设备Nobilta?结构示意图
高强度的干粉剪切分散具有两个方面的作用:一方面,高的剪切力能够使导电剂团聚体充分破碎分散,另一方面,高速分散作用下,干粉搅拌能够实现微观上的混合,在较大的活物质颗粒表面沉积形成一层由细小的分散开的导电剂沉积层,从而形成良好的导电网络。如图5所示,一般的干粉混合强度低,导电剂没有完全分散开,在活物质颗粒表面仍旧存在团聚,而高强度干粉混合工艺使导电剂团聚体充分破碎分散,在活物质表面形成沉积层。

图5 一般干粉混合(左边)和高强度干粉混合(右边)颗粒微观形貌对比
高强度的干粉分散混合主要的参数有:(1)高速分散的强度,可用弗鲁德数或转子线速度表示,(2)高速分散的时间。图6是高强度干粉混合对涂布极片孔隙率的影响,极片涂布之后未辊压,高强度干粉混合能够降低极片的孔隙率,转速一定时,随着分散时间越长,孔隙率越低,而分散时间一定时,转速越高孔隙率越低。

图6 高强度干粉混合对涂布极片孔隙率的影响
图7是高强度干粉混合对涂布极片结合强度的影响,极片涂布之后未辊压,高强度干粉混合能够提高极片的结合强度,转速一定时,随着分散时间越长,结合强度越高,而分散时间一定时,转速越高结合强度越高。
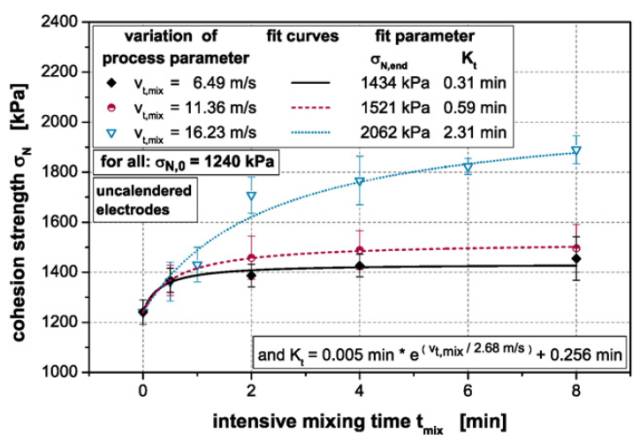

图7 高强度干粉混合对涂布极片结合强度的影响
因此,采用高强度干粉混合工艺,必然能够提高电池的性能,如图8所示。极片涂布之后辊压到相同的涂层压实密度,然后同样的负极极片组装成全电池,测试电池性能。与不采用此工艺的电池相比,高强度干粉混合工艺可以提高电池的倍率特性和和循环性能。

图8 高强度干粉混合对电池倍率和循环性能的影响
但是,如果高强度太高,或者时间太长,导电剂粉碎成细小颗粒,虽然增加了导电剂与活物质之间的接触和分散效果,但是破坏了导电剂网络的长距离导电性能,所制备的极片电阻会增加,相应的电池性能反而会变差,如图9和图10所示。随着分散强度增加,极片电阻先降低后呈现增加趋势,电池的倍率和循环性能也会相应变差。

图9 高强度干粉混合套件对极片电阻的影响

图10 高强度干粉混合条件对电池倍率和循环性能的影响
因此,虽然干法混料工艺显著缩短了搅拌工艺时间,浆料稳定性和分散均匀性也更好。但是,此工艺存在工艺范围窄的缺点。
常规干法搅拌工艺中,在润湿步骤,溶剂量、搅拌转速和时间选择不合适很容易出现品质问题,而这又与原料的颗粒大小、尺寸分布、比表面积等关系密切,这些参数稍有变化,相应的溶剂量和搅拌工艺条件也需要作出调整。如果第一步加入溶剂量过多,颗粒团聚体不容易分散,出现浆料细度大、导电剂分布不均匀的品质问题。而如果第一步加入的溶剂过少,润湿搅拌作用力大,粘结剂也无法充分分散溶解或者出现粘结剂长链被破坏的情况,导致浆料粘度和稳定性出现问题。这可能是限制干法混料工艺广泛应用的关键问题。
同样,高强度干粉分散混合,同样存在合适的工艺范围,在合适工艺范围内,极片和电池性能会提升,但是超出此范围,电池性能反而变差。
相关阅读:

验证码:

- 最新评论
- 我的评论