
厚极片电池:设计原则、机遇与挑战

便携式电子产品和电动汽车市场的不断增长极大地影响着锂电池的技术革命,为了获取更长的待机时间或行驶里程,锂电池必须具备更高的能量密度。厚电极设计在电池单体器件水平上最小化非活性成分比例,显著提高了电极活性材料的负载,为提高锂离子电池的整体能量密度提供了一个很好的平台。然而,仍然需要付出巨大的努力来解决由于电极厚度增加而带来的挑战,比如受限的电化学动力学和电极的机械不稳定性等。本文综述了厚电极原理和制备工艺的最新进展,特别关注锂离子快速传输的低迂曲度的电极结构设计和集流体-电极材料复合结构电极设计,从而提高能量密度、电池稳定性和耐久性。对于新兴的电池体系,如锂金属电极,固态电解质,锂空气电池等,厚电极设计也进行了讨论。并展望了厚极片电池未来的机遇和挑战。最后,对今后的厚电极电池的发展和研究方向提出了建议。
锂离子电池经历了30多年的发展,至今仍主要采用层状氧化物正极和石墨负极,几乎达到了能量密度的极限。目前,电池单体能量密度水平为250Wh/kg,价格为200–300 美元/ kWh。而全球都在不断努力提升电池能量密度,降低成本。为了适应电动汽车的发展,美国能源部的计划是到 2022年,电池能量密度达到 350 Wh/kg,价格降至125 美元/kWh。中国也计划在2020年,达成比能量达到300瓦时/公斤动力电池,成本降至0.8元/Wh以下。更长期的目标是500Wh/kg,此时,就需要采用新型的化学体系,例如Li-S,Li-O2,Li-CO2等。
电池结构设计为在不改变基本电池化学体系时进一步提高能量密度提供了一个可行的、普遍的方法。其设计核心思想就是最小化非活性材料的比例,常见的策略包括优化电池包装,使用更薄、更耐用的材料;降低电极的孔隙率从而提高电池整体的密度;提高电解液浸润性,降低用量;采用厚电极设计。总之,为了实现电池的质量比能量300Wh/kg的目标,主要的方法包括:
(1)选择高容量材料体系,正极采用高镍三元,负极采用硅碳;
(2)设计高压电解液,提高充电截止电压;
(3)优化正负极浆料的配方,增加活性物质在电极中占比;
(4)采用更薄的铜箔、铝箔,减少集流体的所占的比例;
(4)提高正负极的涂布量,增加活性物质在电极中占比;
(5)控制电解液的数量,减少电解液的数量提高锂离子电池比能量;
(6)优化电池的结构,降低极耳、封装材料等在电池中所占的比例。
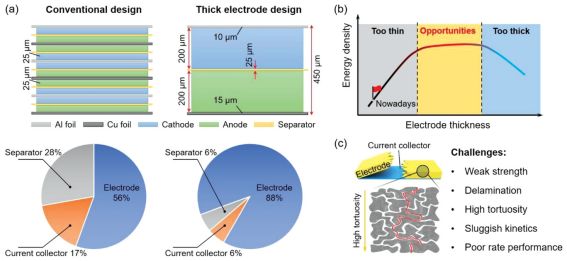
厚电极设计方法可大幅增加活性材料负载,降低了非活性组分比率,从而提高电池能量密度,同时降低成本。如图1(a)所示,从电极、集流体和隔膜三部分组件考虑,电极厚度从25μm(活性物质负载8mg/cm2)提高到200μm(活性物质负载64mg/cm2),非活性材料比例从44%降到了12%,大大提高电极活性材料比例,电池整体能量密度有效提高。但是,电极厚度增加会延长电子和锂离子传输路径,增加了电池阻抗,电池倍率性能和电极反应动力学差,而且电极涂层结合强度低,容易脱落等一系列问题,因此,无限增加电极厚度时,材料利用率降低,电池能量密度反而会降低,如图1(b),电极厚度需要优化,这是厚电极性能提升的机遇,而图1(c)即是厚电极面临的挑战。
1、电极设计促进离子传输
在充放电过程中,电池内部的电化学过程具体包括3个方面:
第一,锂离子的传输,具体又包括3个部分:1)锂离子在电极孔隙的电解液中的传输过程,与孔隙率、孔结构、电极/电解液的润湿性相关;2)锂通过SEI膜的扩散过程,受SEI膜成分、厚度等影响;3)锂在电极材料固体颗粒内部的扩散,与原材料的基本特性相关。随着电极厚度的增大,锂离子在电极孔隙中的传输成为电池充放电过程中的决速步骤,因此,电池性能与电极涂层中三维孔结构,如孔径大小及其分布,孔隙连通性,孔隙喉道特征等密切相关。
第二,电子的传输:1)电子在集流体/电极界面的传导;2)多孔电极基体中的电子传导;传导路径为电极涂层中的固体组分;主要包含两个部分:活性物质颗粒相、导电剂构成的三维网络。在正极极片中,活性物质颗粒的电导率很低,电子传导主要通过分布在活性物质颗粒之间的与粘结剂胶合在一起的导电剂网络传输。因此,极片中电子的迁移通道由导电剂三维网络骨架组成,迁移速率主要取决于涂层与集流体的界面结合状态、涂层中导电剂的分布状态等因素。
第三,电极/电解液界面处发生电荷交换:1)电荷在电解液/电极界面的交换,伴随着电化学反应;2)界面处存在赝电容,形成双电层,并与活性物质颗粒比表面积密切相关。
锂离子电池极片涂层中,孔隙是重要的结构特征,填充满电解液,成为锂离子传输的主要通道。多孔电极中,除孔隙率之外,孔隙迂曲度也是与传输特性相关的一个重要参数。 有效扩散率、传导率等 Deff输运物性的关系可用式(1)表示:
![]() (1)
(1)
式中, D表示材料本身固有扩散(传导)率, ε为多孔电极中的孔隙率, τ为孔隙的迂曲度。多孔介质中,如图2所示,将两点之间实际传输路径长度Δ l与直线距离Δ x比值的平方定义为孔隙迂曲度τ。
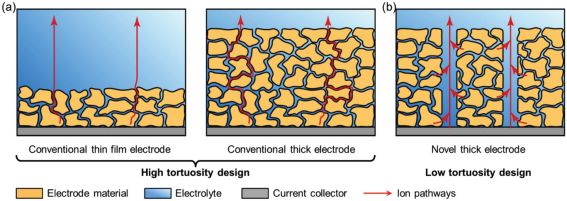
厚电极设计需要电极中有更高的电子和离子传输速率,达到与薄电极相同的充电/放电倍率性能。因此,根据公式(1),为了提高电解液浸润性和锂离子传输速率,低迂曲度设计是厚电极设计的关键原则,如图2(b)所示。
2、外磁场制备低迂曲度电极
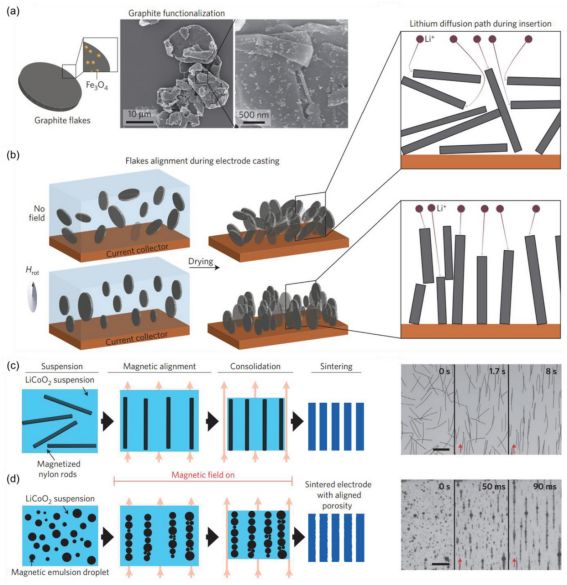
为了对电极组分的微观分布进行精确控制,研究人员在电极浆料中加入少量的磁性物质,再在电极涂布过程中外加磁场控制电极微观结构,如图3所示。Billaud等在石墨片表面涂敷Fe3O4纳米颗粒,电极涂布过程中加载外部磁场,石墨片垂直于集流体分布,在电极厚度方向上孔隙迂曲度降低了4倍,提升了所制备电池的电化学性能,如图3(a-b)。Sander等同样分别在电极浆料添加了两种磁性物质:涂敷磁性纳米颗粒的微米尼龙棒和包裹磁性纳米颗粒的有机油,然后在极片涂布过程中外加磁场,尼龙棒或有机硅油沿着垂直集流体方向竖直排列,涂布干燥或者烧结处理后,尼龙棒或有机硅油被去除,形成微米级的垂直孔道,降低了电极孔隙迂曲度,制备LCO超厚电极同时保证了电化学性能,如图3(c-d)。
3、定向冷冻干燥加工制备低迂曲度电极
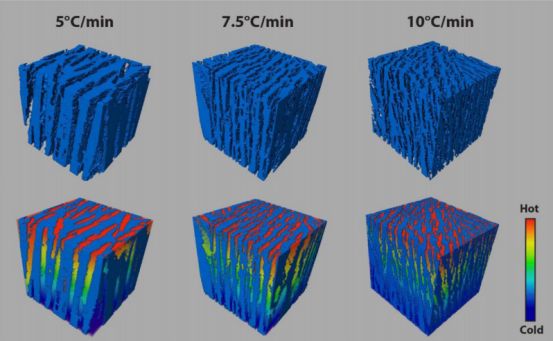
Hamamoto等采用凝胶冷冻法制备了高孔隙率的LFP/C复合电极,孔道成垂直分布,通过调节冷冻温度可以控制孔径大小。Behr等也利用定向冷冻法制备了LiNi0.8Co0.15Al0.05O2电极,制备的电极具有定向直通孔,孔隙迂曲度低,实现了电极的孔道形貌控制,具有较高的锂离子传输速率。
4、挤压制备低迂曲度电极
Bae等采用挤压烧结法制备电极,首先将活性物质、导电剂和粘结剂混合制备成棒状,然后通过模具将棒料挤压压缩变细,将挤压后的棒材排列组成棒料后再挤压压缩,反复几次,最后烧结去除粘结剂,制备了厚度220 μm,具有约6 μm垂直孔道的电极,所制备的电极面容量高、倍率性能好。
5、3D打印制备低迂曲度电极
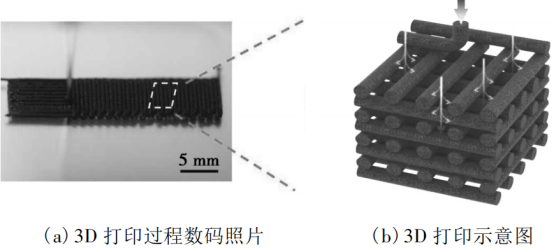
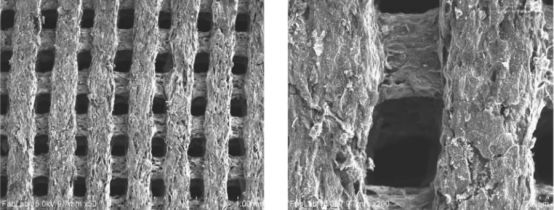
采用质量浓度为80 mg /mL 的氧化石墨烯作黏度调节剂,磷酸铁锂作电极活性材料,配制了具有可打印性的“墨水”,这些优异的流变学性质对于打印和固化过程十分有利,保证了打印结构的精准与完整性。电化学测试结果表明,与活性物质负载量同为 21 mg /cm2 的传统涂覆式电极相比,该电极的首次充放电电压平台差为 0. 12 V,仅为传统电极的约 1 /3,同时倍率性能也有大幅度提高,而且其传荷电阻可降低至传统电极的 1 /50。
6、模板法加工制备低迂曲度电极
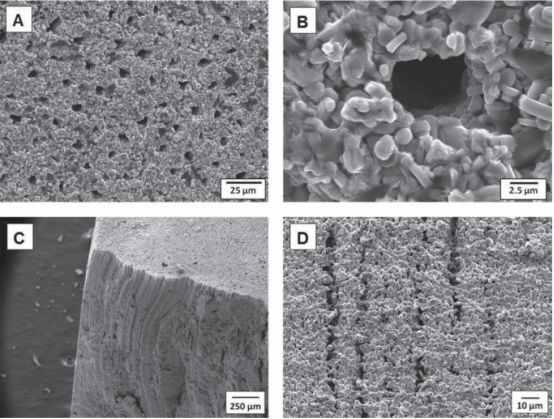
俞书宏等以樟子松为模版制备电极,如图7所示,首先将樟子松切割成厚度为1.5 mm的薄片,然后利用氨水溶解掉解木材导管中的木质素,获得均匀的多孔模板,然后将由LiNO3和Co(NO3)2·6H2O制备的LCO前驱体溶胶在真空环境下浸入到模板的导管内,并进行干燥,形成LCO前驱体凝胶,最后在空气环境中700 ℃烧结2 h,一方面使得LCO结晶化,另一方面将木质模板移除,煅烧后LCO电极保留了垂直方向上的多孔结构。

7、激光加工制备低迂曲度电极
在传统极片上利用激光加工技术烧蚀形成竖直孔道,降低电极的孔隙迂曲度,提高锂离子扩散速率。
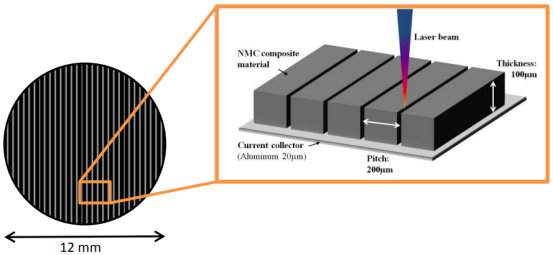
图8 激光加工处理传统极片形成竖直低迂曲度孔道。
参考文献
[1] Kuang Y, Chen C, Kirsch D, et al. Thick Electrode Batteries: Principles, Opportunities, and Challenges[J]. Advanced Energy Materials. 2019: 1901457.
[2] Billaud J, Bouville F, Magrini T, et al. Magnetically aligned graphite electrodes for high-rate performance Li-ion batteries[J]. NATURE ENERGY. 2016, 1: 16097.
[3] Sander J S, Erb R M, Li L, et al. High-performance battery electrodes via magnetic templating[J]. NATURE ENERGY. 2016, 1: 16099.
[4] Lu L L, Lu Y Y, Xiao Z J, et al. Wood-Inspired High-Performance Ultrathick Bulk Battery Electrodes[J]. ADVANCED MATERIALS. 2018: 1706745.
[5] 王一博,赵九蓬. 3D打印低扭曲度超厚分级孔锂离子电池电极[J]. 现代化工. 2017, 37(12): 118-122.
[6] Rakebrandt J H, Smyrek P, Zheng Y, et al. Laser processing of thick Li(NiMnCo)O-2 electrodes for lithium-ion batteries[Z]. 2017.
相关阅读:

验证码:

- 最新评论
- 我的评论